


Food manufacturers are learning that eccentric disc pumps provide the perfect solution to commonly faced problems such as product wastage and high maintenance costs.
The food processing industry has traditionally used lobe and piston pumps, and in most situations they offer good sanitary qualities and are flexible across multiple products. However, the technology has its limitations.
High maintenance costs, low accuracy, poor volumetric consistency and significant product loss are burdens of the manufacturing industry. These problems are caused by constant rebuilds, leaking seals and product left at the bottom of the tanks and in the pipes.
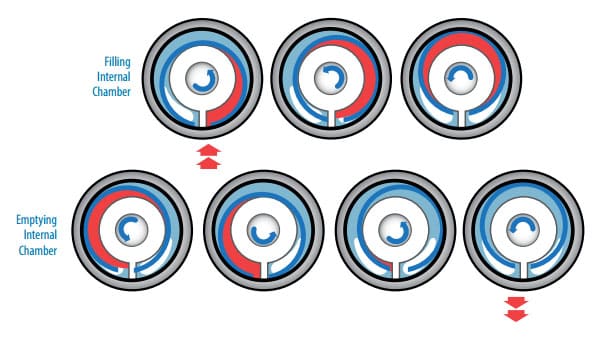
The most efficient solution is an eccentric disc pump, operating on the eccentric movement principle – the disc placed inside a pump cylinder rotates, creating two distinct pumping chambers. This produces a regular flow rate with low pulsations, low cavitation, and limited slip or shear even when handling the most delicate products, such as whole strawberries in syrup.
The manufacturer of the eccentric disc pump, Mouvex, says there are ten key advantages of its pump technology over competing technologies:
- Self-priming
- Effective line-stripping
- High volumetric consistency against varying pressure
- High volumetric consistency against viscosity changes
- High volumetric consistency against wear
- No mechanical seals
- No pulsation
- Dry-run capable
- Totally hygienic (CIP, 3A, EHEDG approved)
- Low shear
The major advantage of eccentric disc pumps for the food processing industry is their ability to reduce operational costs via their product recovery capability.
Examples
1) A manufacturer of cookies was losing ca. 50kg of white chocolate coating per week, and was forced to clean the pump several times per month. They changed the lobe pump to an eccentric disc pump, which resulted in trouble-free 24/7 operation for over two years (and counting).
2) Due to poor volumetric consistency of an external circumferential piston pump, a sauce manufacturer was rejecting 15-20 per cent of the pouches not meeting the pre-determined weight. Changing to Mouvex allowed the manufacturer to save on time and money and significantly reduce product losses.
3) Yogurt manufacturers were losing more than $100,000 in product per line per year. An eccentric disc Mouvex pump helped the manufacturer recover over 70 per cent of the product and significantly improved their bottom line.
Australian manufacturers also value Mouvex pumps and use them for pumping chocolate, glucose, galacto-oligosaccharides (GOS), yoghurt, cream and sauces. If you seek to improve your bottom line and achieve considerable product recovery, talk to All Pumps about this fantastic invention – the eccentric disc pump.
Reference
Limit product waste with the right pump


